The manufacture of food supplements is one of the most demanding sectors of the food and health industry. Products such as vitamin blends, mineral supplements, protein powders, probiotics, prebiotics and instant drinks often contain highly potent ingredients that must be precisely dosed and processed with care. At the same time, demands on product quality, process reliability, hygiene and cost-effectiveness are constantly rising. Against this backdrop, the choice of suitable mixing technology takes on central importance. The Glaxiaris® ball mixer from GloMix GmbH has been specially developed to meet the high demands of modern nutraceutical production. Thanks to its innovative mixing principle, it enables a particularly homogeneous distribution of ingredients whilst ensuring gentle product handling.

Nahrungsergänzung
Nahrungsergänzung
A wide range of dietary supplements
In recent years, dietary supplements have emerged as a significant growth market within the food and health industry. Growing health awareness among consumers, demographic changes and the desire for targeted support for wellbeing, performance and prevention are driving a steadily increasing global demand for high-quality nutraceuticals. Consumers expect not only a scientifically sound formulation of the products, but also the highest standards of quality and safety during manufacture.
Modern dietary supplements cover a wide range of diverse product categories. These include, amongst others, vitamin and mineral supplements, protein blends, amino acid formulations, probiotics, prebiotics, plant extracts, and functional powders for sport, health and nutrition. The compositions are becoming increasingly complex as different active ingredients are combined to achieve synergistic effects and meet individual nutritional needs.
Challenges in nutritional supplement production
At the same time, the demands placed on production processes are increasing. Even slight variations in the distribution of individual active ingredients can affect the efficacy, quality and safety of the end product.
Key requirements include:
- precise dosing and uniform distribution of all ingredients
- gentle processing of sensitive vitamins, probiotics and plant extracts
- prevention of agglomeration and segregation effects
- high batch consistency and reproducible results
- hygienic design to prevent cross-contamination
- efficient production processes combined with low energy consumption
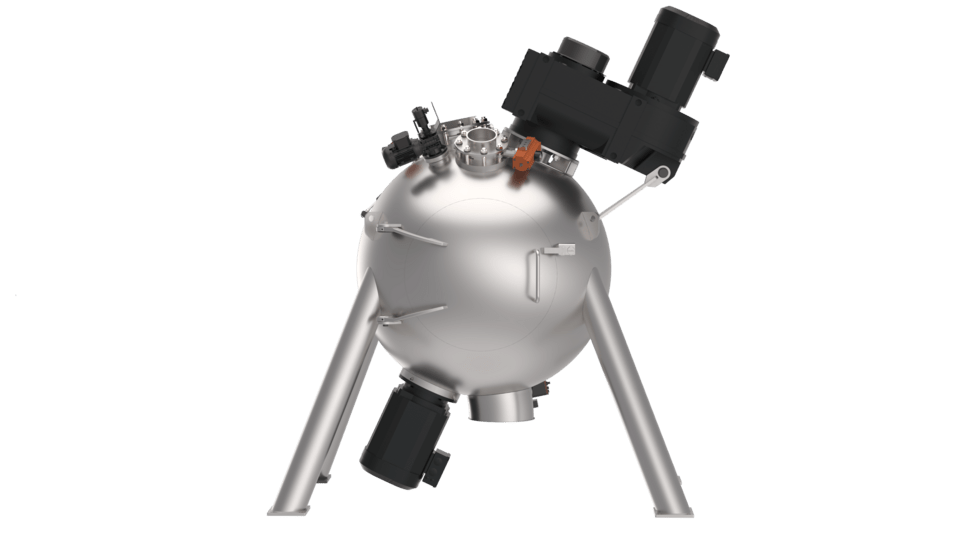
The Glaxiaris® mixing concept
The Glaxiaris® ball mixer combines the advantages of vertical and horizontal mixing systems in an innovative spherical design. The spherical mixing chamber with its inclined mixing axis ensures that the product is continuously circulated in three dimensions. This eliminates dead zones whilst achieving an extremely uniform mix.
The special design offers several key advantages:
Maximum homogeneity
The continuous circulation of all product components ensures an extremely even distribution of the active ingredients. This is particularly crucial when using low-dose ingredients, as it helps to ensure consistent product quality.
Gentle handling of products
Sensitive raw materials such as vitamins, probiotics and functional plant extracts are processed with minimal mechanical stress. The gentle mixing action helps to preserve the efficacy and stability of the ingredients.
Flexible processing of a wide variety of formulations
The Glaxiaris® is suitable for both dry powders and granules, as well as for mixtures with added liquids. This enables a wide variety of product formulations to be produced cost-effectively and flexibly.
Energy efficiency and short mixing times
The optimised ball geometry reduces friction losses within the mixing chamber. This results in shorter mixing times whilst reducing energy consumption, thereby improving production efficiency.
Hygienic design for maximum product safety
In the dietary supplements industry, hygiene is a top priority. The Glaxiaris® has therefore been designed with hygiene in mind.
Its key features include:
- dead-space-free design
- complete emptying of the mixing chamber
- quick wet and dry cleaning
- minimisation of product residues
- reduction of the risk of cross-contamination
This means that even frequent product changes can be carried out efficiently without compromising on product safety or increasing the cleaning workload.
Fields of application
The Glaxiaris® ball mixer is used in numerous areas of dietary supplement production, including:
- vitamin and mineral blends
- protein powdersAmino acid formulations
- probiotics
- prebiotics
- plant extracts
- instant drinks
- functional foods
- complex formulations requiring the addition of liquid
Thanks to its high degree of flexibility, the system is suitable for both laboratory-scale product development and industrial production batches.
Conclusion
The increasing quality requirements in the dietary supplements industry call for innovative mixing technologies that combine precision, product protection and cost-effectiveness. The Glaxiaris® ball mixer from GloMix meets these requirements thanks to its unique ball geometry, high mixing quality, gentle processing and hygienic design.
For manufacturers of food supplements, this technology offers a forward-looking solution for ensuring the highest product quality, reproducible processes and cost-effective production workflows. As a result, modern mixing technology becomes a decisive competitive advantage in an increasingly demanding market environment.